攜手戴育 共創(chuàng)輝煌
多年專注教育裝備研發(fā)與生產(chǎn)
全國咨詢熱線
18916464525
18916464525
攜手戴育 共創(chuàng)輝煌
多年專注教育裝備研發(fā)與生產(chǎn)

如果您對我們的文章機械裝配技能綜合實訓(xùn)平臺_機械裝配技能綜合實驗考核設(shè)備有任何疑問,請及時聯(lián)系我們,我們會為您解答閱讀時產(chǎn)生的問題,并且如果您看了機械裝配技能綜合實訓(xùn)平臺_機械裝配技能綜合實驗考核設(shè)備后,也有興趣投稿,我們也將為您提供像本文機械裝配技能綜合實訓(xùn)平臺_機械裝配技能綜合實驗考核設(shè)備一樣的機會,將您的投稿上傳到我們的平臺上。
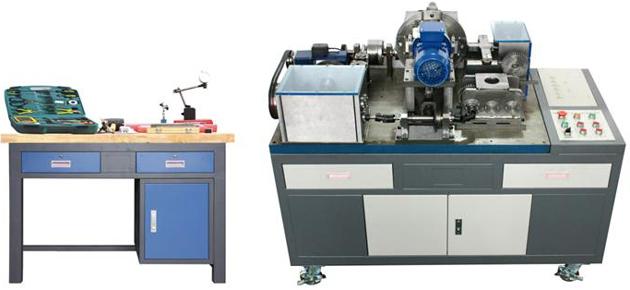
機械裝配技能綜合實訓(xùn)平臺依據(jù)機械類、機電類中等職業(yè)學(xué)校相關(guān)專業(yè)教學(xué)標準,緊密結(jié)合行業(yè)和企業(yè)需求而設(shè)計,該平臺操作技能對接國家職業(yè)標準,貼合企業(yè)實際崗位能力要求,如《機械設(shè)備安裝工國家職業(yè)標準》、《機修鉗工》、《組合機床操作工國家職業(yè)標準》;平臺可以工業(yè)現(xiàn)場的典型任務(wù)為實踐項目,以實現(xiàn)項目式教學(xué),便于學(xué)生在“做中學(xué)、學(xué)中做”,具有可操作性和實用性。通過完成機械設(shè)備識圖與裝配工藝的編寫,零部件裝配及調(diào)整,組合機床、典型機床及機床部件的裝配與調(diào)整,裝配質(zhì)量檢驗和設(shè)備的調(diào)試、運行與試加工等技能,提高學(xué)生綜合職業(yè)能力,對中職加工制造類專業(yè)機械裝配實訓(xùn)室建設(shè)起到示范和引領(lǐng)作用。
一、機械裝配技能綜合實訓(xùn)平臺技術(shù)性能:
1.輸入電源:三相四線(或三相五線)~380V±10% 50Hz
2.平臺容量:<0.5kVA
3.工作環(huán)境:溫度-10℃~+40℃ 相對濕度≤85%(25℃)海拔<4000m
4.微型異步電機:電壓380V,功率60W
5.交流減速電機:2臺、額定功率 40W 1臺,額定功率 90W 1臺,減速比 1:25,減速比1:3
6.外形尺寸:1500mm×700mm×1175mm(實訓(xùn)臺)、 900mm×600mm×750mm(操作臺)
7.安全保護:具電流型漏電保護,安全符合國家標準
二、機械裝配技能綜合實訓(xùn)平臺系統(tǒng)組成與功能
機械裝配技能綜合實訓(xùn)裝置可實現(xiàn)純機械式自動加工功能,有變速動力箱給設(shè)備提供兩路傳動動力,一路動力通過電磁離合器的開合控制精密分度頭的四分度,在精密分度頭的工作臺上安裝四個偏心輪夾緊夾具,在分度頭分度過程中工件自動送料,由偏心輪夾緊方式的夾具使工件夾緊,加工完的工件通過凸輪旋柄檔桿使偏心輪夾緊夾具松開把工件落到料盤里;一路通過彈性聯(lián)軸器連接錐齒輪軸,錐齒輪分配器又分為兩路傳動,一路由錐齒輪、圓柱凸輪帶動自動鉆床實現(xiàn)進給、退刀功能;圓柱凸輪軸上安裝由可調(diào)的盤型凸輪、限位開關(guān)裝置,可控制電磁離合器的電路信號,使分度頭與自動鉆床、自動打標機配合動作;另一路由雙萬向聯(lián)軸器、齒輪齒條連桿機構(gòu)控制自動打標機的圓錐滾子離合器,自動打標機由三相異步電機帶動曲軸實現(xiàn)鋼印敲打的功能。本裝置主要由實訓(xùn)臺、變速動力箱、精密分度頭、工件夾緊裝置、自動鉆床進給機構(gòu)、自動打標機、聯(lián)軸器、電磁離合器、齒輪齒條連桿機構(gòu)、裝配及檢測工具等部分組成。
1.變速動力箱模塊:有動力源提供動力,實現(xiàn)速度變速后,使動力由兩路輸出功能。主要由四根軸組成的箱體結(jié)構(gòu),一根輸入軸,一根傳動軸和兩根輸出軸,兩根輸出軸成90°夾角,可完成一軸輸入兩軸變速輸出功能。可完成變速動力箱的裝配工藝及精度檢測實訓(xùn)。
2.精密分度頭模塊:主要由蝸輪蝸桿、箱體、圓錐軸承、卸荷式裝置、工作臺面等組成,采用工業(yè)用萬能分度頭的結(jié)構(gòu),通過電磁離合器的配合可實現(xiàn)對工作臺進行四分度。可完成精密分度頭的裝配工藝及精度檢測實訓(xùn)。
3.工件夾緊裝置模塊:由四個偏心輪夾緊夾具組成,四個夾緊裝置成90°分布安裝在精密分度頭的工作臺面上,可實現(xiàn)工件的夾緊定位。可完成工件夾緊裝置的裝配工藝及精度檢測實訓(xùn)。
4.自動鉆床進給機構(gòu)模塊:可帶動自動鉆床實現(xiàn)進給、退刀等功能。主要由自動鉆床動力電機、圓柱凸輪機構(gòu)、燕尾槽滑動板、調(diào)節(jié)絲桿機構(gòu)、軸承座、直線導(dǎo)軌副、錐齒輪機構(gòu)等組成。可完成圓柱凸輪機構(gòu)、燕尾槽滑動機構(gòu)、直線導(dǎo)軌副等的裝配工藝及精度檢測實訓(xùn)。
5.自動打標機模塊:主要由曲軸、軸瓦、圓錐滾子離合器、導(dǎo)向裝置、打擊頭、夾手、箱體、動力電機、軸承等組成,可對工件進行自動打標,打標頭可以自由更換。可完成自動打標機的裝配工藝及精度檢測實訓(xùn)。
6.聯(lián)軸器模塊:主要由彈性連接聯(lián)軸器、硬連接聯(lián)軸器、十字萬向聯(lián)軸器等組成。可完成聯(lián)軸器的裝配工藝及精度檢測實訓(xùn)。
7.凸輪控制式電磁離合器模塊:主要由電磁離合器總成,電磁離合器聯(lián)接法蘭、盤型凸輪、限位開關(guān)、傳動軸、軸承座、軸承、斜齒輪傳動等組成。可完成凸輪控制式電磁離合器的裝配工藝、精度調(diào)整、檢測以及盤型凸輪與電磁離合器的動作配合等實訓(xùn)。
8.齒輪齒條連桿機構(gòu)模塊:由曲柄、連桿、齒輪、齒條、軸承座、軸承、軸等組成,通過調(diào)整齒輪齒條連桿機構(gòu)的配合來控制自動打標機圓錐滾子離合器的開合。可完成齒輪齒條連桿機構(gòu)的裝配工藝及精度檢測實訓(xùn)。
9.裝配及檢測工具:配置常用的裝配工具和檢測工具,通過工量具的應(yīng)用,掌握工量具操作規(guī)范。
三、機械裝配技能綜合實訓(xùn)平臺基本配置
|
序號 |
名稱 |
型號及規(guī)格 |
數(shù)量 |
|
1 |
實訓(xùn)臺 |
實訓(xùn)臺外形尺寸:1500mm×700mm×1175mm;全鋼結(jié)構(gòu),桌子下方帶儲存柜,柜子上方和右側(cè)帶2個抽屜;底部安裝有4只萬向輪,方便移動和布局。 |
1臺 |
|
2 |
電氣控制模塊 |
電氣控制模塊外形尺寸:400mm×700mm。包括三相漏電保護器、三相電源指示燈、電源總開關(guān)、系統(tǒng)電源控制按鈕、相序保護、急停開關(guān)、動力系統(tǒng)控制單元等。 |
1臺 |
|
3 |
變速動力箱 |
主要配置有:箱體、傳動軸、圓柱齒輪、圓錐齒輪、軸承、鍵、端蓋、支座等。 |
1套 |
|
4 |
聯(lián)軸器 |
主要配置有:彈性連接聯(lián)軸器、硬連接聯(lián)軸器、萬向節(jié)、鍵、軸、軸承、支座、端蓋等。 |
1套 |
|
5 |
凸輪控制式電磁離合器 |
主要配置有:盤型凸輪、盤型凸輪調(diào)節(jié)機構(gòu)、限位開關(guān)、電磁離合器總成、傳動軸、斜齒輪、鍵、軸、軸承、支座、端蓋等。 |
1套 |
|
6 |
精密分度頭 |
主要配置由:箱體、蝸輪、蝸桿、軸承座、軸承、蝸桿軸、工作臺、卸荷式裝置、間隔套、鍵、卡簧、端蓋等。 |
1套 |
|
7 |
工件夾緊裝置 |
主要配置有:偏心輪、夾具底座、壓板、定位銷、彈簧、凸輪手柄、凸輪手柄檔桿等。 |
1套 |
|
8 |
自動鉆床進給機構(gòu) |
主要配置有:圓柱凸輪機構(gòu)、軸承座、直線導(dǎo)軌副、錐齒輪機構(gòu)、燕尾槽滑動板、絲桿調(diào)節(jié)機構(gòu)、支架、軸、端蓋、鍵等。 |
1套 |
|
9 |
自動打標機 |
主要配置有:曲軸、軸瓦、圓錐滾子離合器、導(dǎo)向裝置、打擊頭、夾手、箱體、軸承、支座、端蓋等。 |
1套 |
|
10 |
齒輪齒條連桿機構(gòu) |
主要配置有:齒輪、齒條、曲柄、連桿、軸承座、軸承、連桿調(diào)節(jié)機構(gòu)等。 |
1套 |
|
11 |
配件 |
使用說明書、備用螺絲、防銹油、零件盒及清洗油槽等。 |
1套 |
2、工具、量具配置
|
序號 |
名稱 |
型號及規(guī)格 |
數(shù)量 |
|
1 |
臺虎鉗 |
150 |
1臺 |
|
2 |
劃線平板 |
300×300 |
1塊 |
|
3 |
手搶鉆 |
GBM350RE 601 13A 743 |
1個 |
|
4 |
紫銅棒 |
一頭Φ18一頭Φ14×250mm和φ30各1根 |
2根 |
|
5 |
外卡簧鉗 |
直嘴7寸、彎嘴7寸 |
各1把 |
|
6 |
絞杠 |
M3~M12(1/16〞~1/2〞) |
1把 |
|
7 |
扳手 |
呆扳手14-17,開口梅花組合扳手7、17,內(nèi)六角扳手,活動扳手150mm、250mm,圓螺母扳手M14、M16、M27 |
各1把 |
|
8 |
拉馬 |
150 |
1個 |
|
9 |
榔頭 |
鐵榔頭(1.5磅),橡皮榔頭 |
各1把 |
|
10 |
軸承拆裝套筒 |
6件套 |
1套 |
|
11 |
卡尺 |
游標卡尺:0~300mm,深度游標卡尺:0~200mm |
1把 |
|
12 |
百分表 |
杠桿式百分表:測量范圍:0~0.8mm,分度值:0.01mm;百分表:測量范圍0~10mm |
1套 |
|
13 |
磁性表座 |
大、小各1個 |
2個 |
|
14 |
通芯一字螺絲刀 |
10〞 |
1把 |
|
15 |
千分尺 |
測量范圍:0~25mm |
1把 |
|
16 |
塞尺 |
測量范圍:0.02~1.00mm |
1把 |
|
17 |
角尺 |
|
1把 |
|
18 |
鋼直尺 |
500mm |
1把 |
4.實訓(xùn)項目
項目一 聯(lián)軸器模塊的裝配與調(diào)整
根據(jù)裝配圖及裝配工藝要求,進行彈性連接聯(lián)軸器、硬連接聯(lián)軸器、十字萬向聯(lián)軸器等的裝配與調(diào)整。
項目二 齒輪齒條連桿機構(gòu)模塊的裝配與調(diào)整
根據(jù)裝配圖及裝配工藝要求,進行齒輪、齒條、連桿等機構(gòu)的裝配與調(diào)整。
項目三 凸輪控制式電磁離合器的裝配與調(diào)整
根據(jù)裝配圖及裝配工藝要求,完成凸輪、凸輪控制系統(tǒng)、電磁離合器等的裝配與調(diào)整。
項目四 精密分度頭模塊的裝配與調(diào)整
根據(jù)裝配圖及裝配工藝要求,完成蝸輪蝸桿、箱體、工作臺等的裝配與調(diào)整。
項目五 工件夾緊裝置模塊的裝配與調(diào)整
根據(jù)裝配圖及裝配工藝要求,進行偏心輪夾緊裝置的裝配與調(diào)整。
項目六 變速動力箱模塊的裝配與調(diào)整
根據(jù)裝配圖及裝配工藝要求,進行變速動力箱的裝配與調(diào)整。
項目七 自動鉆床進給機構(gòu)模塊的裝配與調(diào)整
根據(jù)裝配圖及裝配工藝要求,進行直線導(dǎo)軌副、圓柱凸輪、燕尾槽機構(gòu)、絲桿等的裝配與調(diào)整。
項目八 自動打標機模塊的裝配與調(diào)整
根據(jù)裝配圖及裝配工藝要求,進行曲軸、軸瓦、軸承、導(dǎo)向裝置、打擊頭等的裝配與調(diào)整。
項目九 機械部件的整機裝配與精度調(diào)整
根據(jù)機械設(shè)備的功能要求,將各部件按照裝配要求和裝配精度,完成整機裝配,并達到精度檢測。
項目十 機械設(shè)備的調(diào)試、運行及試加工
調(diào)試運行機械設(shè)備,達到規(guī)定的工作要求和技術(shù)要求,并進行機械設(shè)備的試加工。
機械裝配技能綜合實訓(xùn)平臺_機械裝配技能綜合實驗考核設(shè)備是我們的原創(chuàng),請尊重我們的勞動,不要隨意轉(zhuǎn)發(fā),如果您要對機械裝配技能綜合實訓(xùn)平臺_機械裝配技能綜合實驗考核設(shè)備進行轉(zhuǎn)發(fā),請注明機械裝配技能綜合實訓(xùn)平臺_機械裝配技能綜合實驗考核設(shè)備是來自戴育教儀廠。


戴育教儀廠移動站
地 址:上海市松江區(qū)九亭鎮(zhèn)(上海久富經(jīng)濟開發(fā)區(qū)) 潮富路118號 聯(lián)系電話:18916464525 郵箱:859961374@qq.com
Copyright ? 2006 上海戴育科教儀器設(shè)備有限公司 All Rights Reserved 備案號:滬ICP備19005175號
![]()











